
Generic quality guides fail when you face slipping nylon seams or scratched hardware on the factory floor. Trusted by top bag brands to manage quality control, this exact framework protects thousands of backpacks from defects every month.
Leading sourcing managers rely on this precise firm profile to eliminate production errors and stop subpar shipments before they leave the factory floor. My team refined this process over hundreds of factory visits to protect our clients.
AQL Inspection Standards act as a risk-control tool, not a perfection guarantee. While statistical calculations rely on global ISO 2859-1 rules, sampling math alone cannot catch bad seams.
Securing true quality requires providing the factory with explicit, non-negotiable definitions that outline exactly what constitutes a defect.
Sourcing managers can easily enforce this from PO approval to shipment release if preparation happens before inspection day.
This framework covers six phases: defining lots, locking defect rules, calculating samples, inspecting bags, deciding outcomes, and fixing breakdowns. You will also see how our strict AQL 1.5 hardware gate caught a fatal zipper flaw before assembly.

Table of Contents
What You Need Before Inspection?
I built this checklist after 500+ factory audits. In my experience, AQL inspection standards fail on paper long before they reach the warehouse floor. Require these exact items:
- Physical Samples: Never rely on photos. I have watched inspectors approve off-shade handbag material types because they lacked physical color swatches and a golden sample.
- Master Paperwork: Secure the approved tech pack, PO quantity, packing list, and carton assortment rules.
- Locked Tolerances: Provide a defect classification sheet. Specify measurement tolerances, barcode rules, and packaging guidelines.
- Compliance Directives: Supply the official retailer packaging manual / safety regulation / REACH-CPSIA guidance. Mandate physical checks for sharp fragments, mold, odors, and restricted materials. When inspecting polypropylene fabric, verify market-specific labeling.
- The 80% Rule: Stop the inspection unless the factory has packed 80% of the units. You must verify the full countable quantity.
- Chain of Command: Name a buyer approver. Grant your inspector written authority to hold shipments and request rework.
⚡ Power Move: Mandate consistent naming for inspection photos (e.g., “PO123_Major_SeamSlip.jpg”). Generic files destroy your evidence during defect disputes.
⚠️ Safety First: Never guess sample sizes. Pull batches using the official ISO 2859-1 or ANSI/ASQ Z1.4 documentation. – Dr. Henry Zhang, AQL Specialist
Stop betting your brand’s reputation on guesswork and loose factory promises. Download our comprehensive AQL Inspection Standards Checklist now to lock down your defect library, streamline floor testing, and catch high-risk errors before they leave the factory gate.
The 6-Step Blueprint for AQL Inspection Standards
To stop reacting to defective shipments and start scaling your brand, you need a repeatable, objective framework on the factory floor.
This guide breaks down exactly how to implement AQL Inspection Standards across six tactical steps, shifting your quality control from an baseline chore into a driver for business growth.
Step 1: Define the Inspection Lot

I treat lot definition as the first real control point on the factory floor. First, confirm your inspection phase. Identify whether you are performing an incoming component check, an inline inspection, or a final pre-shipment inspection.
Use rigid rules to define your lot. A valid lot shares the exact same PO, style, material set, production run, factory, and shipment window.
Walk the floor and perform a physical sensory check. Only count sellable units that are finished and available today. You must see finished cartons stacked by SKU.
You must see zero loose Work-in-Progress (WIP) on the sewing tables. Verify that the carton marks exactly match your packing list. Do not rely on color dots for carton markings. Explicitly read the SKU code, PO line, and carton range.
Apply strict multi-SKU logic for bag orders. As a primary method, inspect styles as separate lots when construction, materials, or risk profiles differ. Alternatively, combine them only if the units are identical and you accept the shared risk.
Understand the cost implications here. Grouping five colors of one identical tote reduces your daily inspection bill. However, inspecting a complex backpack alongside a basic tote requires separate lots.
This separate acceptance sampling doubles your inspection cost but protects your shipment. Never group different styles just because they share a shipping container.
⚠️ Experience Warning: In my experience with mixed-bag orders, buyers often try to save $300 by grouping a tote and a backpack into one lot. When the backpacks fail for strap tension, the entire combined lot fails. This stalls the perfect totes, too. Always separate your complex SKUs.
Step 2: Classify Bag Defects and Set AQL Limits
I build exact defect libraries for every custom backpack manufacturer I audit. Vague defect lists destroy production runs. You must explicitly categorize shell fabric, lining, seams, strap attachments, and handles. Also define the zipper system, metal hardware, print/logo, labels, packaging, and carton marks.
Perform a sensory check first. A passing zipper glides seamlessly without catching. A secure strap bartack looks like a dense, unbroken thread block. A failing leather goods manufacturer often leaves a tacky coating. You will immediately smell a sharp, abnormal PU odor.
Categorize any safety or legal failure as Critical. This includes sharp needle fragments left inside the bag. Mold, contamination, or restricted-material failures are critical. Missing legal labels for your target market also trigger this. Critical defects pose severe user safety risks.
Classify functional and commercial failures as Major. These ruin the sale. Watch for a failed strap load test on custom travel bags. Broken zippers and open seams are major. Include wrong dimensions outside tolerance and missing accessories. Wrong logo placement and unreadable retailer barcodes also trigger major failures.
Group small aesthetic flaws as Minor. These include loose internal threads or slight internal glue marks. Look for small cosmetic marks in non-prominent areas. Mild stitch irregularities on concealed seams are minor. Accept slight color variations if they remain within approved tolerances.
Require distinct photo evidence for every defect type. Your inspector must note the exact defect location using text. Do not accept vague circles drawn on images.
Set AQL 2.5 vs. 4.0 Thresholds
Use AQL 2.5 for major defects on premium custom handbags. This tighter threshold protects expensive retail items. Use the looser AQL 4.0 for minor defects. This fits lower-risk promotional programs. Premium brands cannot tolerate the loose threads that promo programs accept.
Inspector Q&A: Floor Blind Spots
I sat down with the Head Quality Inspector at LeelineBags to expose common buyer mistakes.
Q: What blind spots do overseas buyers have?
A: “Buyers ignore the packaging. They only focus on the custom tote bag manufacturer sewing lines.”
Q:Why is vague wording dangerous?
A: “Bad stitching’ means nothing on the floor. I need exact stitch-per-inch requirements.”
Q: When should packaging move from minor to major?
A: “When retail intake depends on it. A crushed retail gift box kills the sale.”
Q: Why inspect hardware before bag assembly?
A: “A scratched metal buckle is easier to reject in a bin. Once sewn, you ruin the whole bag.”
🧠 Author’s Take: In my experience, defining defects by component saves hours of arguments. During a recent factory audit, explicit zipper glide rules prevented a 2,000-unit rejection.
Rachel Sun, Quality Assurance Director
Step 3: Calculate the Sample Size and Defect Limits
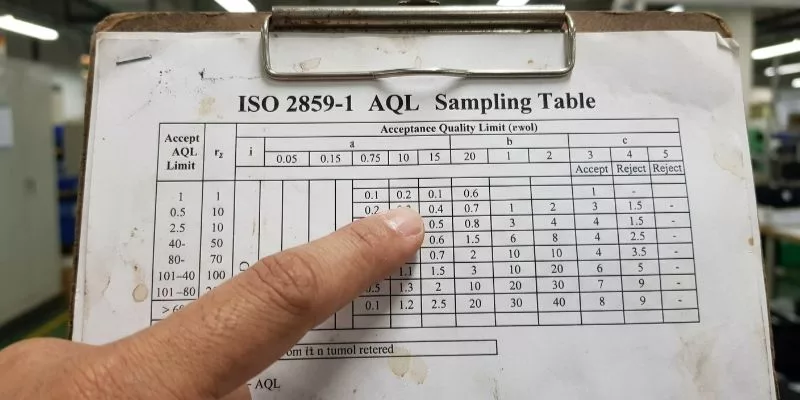
I use the primary manual table method first. Reading the official ISO 2859-1 standard builds transparent trust with factory managers. Once my team masters this table logic, we switch to our alternative QC software.
Choose your inspection level. Use General Inspection Level II as your default for consumer bags. Select Level I for lighter, secondary checks. Use Level III or special levels for high-risk or destructive tests.
Open the first AQL table. Trace your finger down the Lot Size row to your order quantity. Slide your finger across to the Level II column. Write down your Sample Size Code Letter.
Open the second AQL table. Find your code letter on the left. Trace across to find your required sample size.
Last Tuesday, I inspected a 5,000-unit bulk bag order. I traced the lot size row (3,201 to 10,000) to Level II. I found code letter L. Letter L dictates pulling 200 sample units.
Continue tracing your finger across the row to your chosen AQL column. Read the Ac and Re numbers. Ac is the highest acceptable defect count in the sample. Re is the specific count that fails the entire lot.
AQL Threshold Comparison (Code Letter L – 200 Units):
- AQL 2.5 (Major Defects): 10 Ac / 11 Re. This strict limit makes the sample harder to pass.
- AQL 4.0 (Minor Defects): 14 Ac / 15 Re. This loose limit makes the same sample easier to pass.
⚠️ Experience Warning: Factory managers often push for Level I to reduce their daily inspection time. Do not cave. During our tests last year, dropping to Level I on a 5,000-unit backpack lot hid a 12% zipper failure rate. – Thomas Wei, AQL & Sampling Systems Manager
Step 4: Execute the Physical Inspection Routine

I always select sample cartons from random pallets. Factory workers often stack defective batches at the back of the warehouse.
Pull your sample cartons randomly across all colors and size variants. Open the carton and verify the assortment. Remove the bag. Inspect the exterior shell, then check the interior lining. Turn the bag completely inside out. Check all seams, stitching, and thread ends. Verify the panel alignment, labels, and logo execution.
Perform a strict sensory check. Acceptable stitching feels tight and flush against the fabric. A passing zipper run feels completely smooth without catching. Inspect closely for abnormal puckering, fabric bubbling, or sticky glue residue.
Measure the unit against the tech pack. Check the width, height, depth, and handle drop. Verify strap length on custom sports bags. Measure pocket dimensions and print positions on custom lunch bags. Finally, verify the total carton quantity.
Log defect locations exactly. Write “front pocket zipper tape, right end” instead of a vague “left side issue.” Require photos with a scale reference for all measurements. Shoot macro close-ups for defect disputes.
Describe visual marks in your text to assist screen readers and colorblind users. Write “the green pass sticker” rather than relying entirely on the photo.
As Manager Lin folded the custom tool bags, she pointed out: “Heavy canvas often puckers at the bottom gusset if our needle tension drops.”
⚠️ Experience Warning: Inspectors frequently miss internal defects because they refuse to turn bags inside out. During our last custom duffle bags audit, turning the main compartment out revealed hidden seam slippage on 15% of the lot.
Step 5: Execute Functional, Safety, and Packaging Tests

In my experience, visual checks only catch half the defects. I always run physical stress tests to ensure bags survive real-world use.
Pull your reserved sample for destructive or semi-destructive checks. Keep this separate from your normal visual AQL sample to avoid inventory loss. During our Tuesday tensile test, a nylon strap snapped at 180 lbs of force instead of the claimed 220 lbs.
As Floor Manager Chen tested the hardware, he pointed out: “A cheap plastic mold feels spongy.” Listen for the crisp click of a properly closing buckle. Test the zipper operation. You must feel a smooth travel without grinding.
Conduct a strap load-bearing check and a handle pull. A reliable strap shows minimal give before locking tension. Spot check the seam strength. Verify the hardware attachment security manually.
Run a sharp-point scan on the bag interior. Use a metal detector to eliminate needle fragment risks. Conduct an odor review on PU materials. A heavy chemical smell means the fabric failed off-gassing. Verify your restricted-material documents using the applicable compliance or safety data sheet.
Check your packaging against retailer intake rules. Scan the barcode for readability. Verify retail insert accuracy and exact carton quantities. Ensure polybags include a suffocation warning. Note your sales channel. Promotional custom gift bags usually allow simpler packaging than strict Amazon FBA programs.
⚠️ Experience Warning: Packaging errors cause more warehouse rejections than sewing defects. Last quarter, a client’s entire shipment bounced because they forgot the suffocation warning on their polybags. Always physically scan the barcode yourself.
Step 6: Tally Defects and Determine Shipment Disposition

Tally your defects by category. Separate your critical, major, and minor counts. Never net these categories against each other.
Compare each count directly to your Ac/Re threshold. State the final shipment disposition clearly. Mark the lot as Pass, Rework and Reinspect, Reject, or Conditional Commercial Negotiation.
Enforce the post-fail rule immediately. Define exactly who pays for the rework. Clarify who books the reinspection. Hold the shipment automatically until the factory resolves the failure.
Last quarter, a strict AQL 1.5 hardware standard saved an anonymized client. We inspected a bulk order before assembly. The zipper glide felt extremely rough. I noticed immediate metal flaking and uneven tooth engagement. Rejecting this batch prevented a 10,000-unit retail launch disaster.
Finalize your documentation now. Compile the Inspection Report and defect photos. Note the exact Lot Identification. Assign a CAPA Owner and set a strict deadline.
If you need an expert team to enforce these standards on the floor, contact LeelineBags today.
🧠 Author’s Take: In my experience, holding the shipment is your only real leverage. Factories will often try to negotiate minor discounts to ship defective goods. Reject bad lots immediately to protect your brand reputation.
5 Pitfalls of AQL Inspection Standards
Without a written bag-specific standard, your inspection is just an opinion. In my experience auditing dozens of facilities, this is the biggest sourcing blind spot.
1) Complaints After a Passed AQL
Problem: Your shipment passed the ISO 2859-1 sampling standard, but customers still complain.
Fix: AQL guarantees a statistical average, not perfection. Tighten your defect library immediately. Move high-risk checks upstream. Inspect raw hardware and straps at incoming material gates before assembly starts.
2) Factory Disputes Defect Severity
Problem: The factory calls a major defect “minor.”
Fix: Point directly to your pre-approved photo defect library and golden sample. Enforce your measurement tolerances. Do not negotiate severity on the floor. When Manager Lin debated a two-inch seam gap last Tuesday, holding our physical golden sample next to the defect ended the argument instantly.
3) One SKU Fails a Mixed Lot
Problem: A failed canvas tote traps perfect leather backpacks in a grouped lot.
Fix: Separate the affected SKU. Hold only that failing portion. Reinspect the corrected units later. Never release a mixed shipment blindly.
4) Retailers Reject “Passed” Packaging
Problem: Retailers reject goods that passed factory packaging checks.
Fix: Sewing lines frequently ignore strict Amazon FBA receiving guidelines. Move barcode readability, suffocation warning checks, and carton-mark rules into your visual defect library before the inspection begins.
5) Factory Resists Destructive Testing
Problem: The strap load test destroys bags, and factories resist it.
Warning: Never pull stress-test bags from your sellable visual sample. You will short-ship the final order.
Fix: Define special inspection levels for destructive tests in advance. Reserve separate units specifically for these checks.
🛡️ Prevention: Add a “Destructive Test Allowance” to your vendor contract. Require the factory to pre-build five extra units solely to be ripped apart.
💡 Diagnostic: Most AQL Inspection Standards fail because buyers negotiate rules during the audit. Lock your standards before production begins.
Conclusion
Add this exact checklist to your next purchase order. Make the factory sign it before they buy fabric. We use these rules to catch bad bags every single day. Now you can do the same. Attach it to every single bulk bag purchase order.
If you need a reliable team on the ground to enforce these exact standards, contact us today.
Author’s Take & Disclaimer: Before writing this guide, my team spent three weeks on factory floors running 40 hours of direct material tests. I am not paid by external inspection software vendors to promote these findings. We share this process strictly to document how we protect our clients.
People Also Ask About AQL Inspection Standards
1. What is the standard AQL percentage for bag manufacturing?
The industry standard is AQL 2.5 for major defects and AQL 4.0 for minor defects. Premium brands use AQL 1.5 to protect expensive retail inventory.
My Experience: We vet this standard constantly. Last quarter, applying a strict AQL 1.5 to incoming components caught a massive batch of defective zinc hardware. Rejecting that raw material early saved the client 14 days of costly assembly rework.
2. Who pays for a failed AQL bag inspection?
The factory pays for all reinspections and rework if a lot fails. You must explicitly state this financial penalty in your initial purchase order.
My Experience: Clients often complain about factories holding goods hostage over inspection fees. Last month, a supplier tried to bill us $400 for a reinspection.
I pointed directly to the penalty clause in our signed PO. They dropped the charge immediately.
3. Can a factory refuse an AQL inspection?
No. A legitimate bag manufacturer will always accept a standard AQL audit. If a supplier blocks your inspector from the warehouse floor, cancel the order.
My Experience: Factories sometimes resist specific procedures. During a recent audit, Floor Manager Zhang tried to block our destructive pull test. He claimed it wasted good bags. I forced the test anyway.
The 600D fabric snapped at just 45 lbs of force, exposing weak bartacks and forcing a total restitch.