
Nothing destroys a production margin faster than miscut technical textiles. When supply-chain leads manage multi-SKU runs of heavy-duty backpacks, duffles, and travel bags, a single millimeter of cut-panel mismatch halts sewing lines.
It dumps expensive yardage straight into the bin. You cannot scale repeatable quality without precise automation.
CNC Fabric Cutting uses computer numerical control to direct a mechanical cutting head across textile lays. However, calibration matters far more than just owning the hardware.
I wrote this breakdown using Leeline Bags’ internal production observations, a recent 50,000-unit waste comparison, our floor manager’s daily calibration logs, and a technical Q&A with our Head of Production.
For full transparency, my team manufactures custom backpacks and custom handbags. My company benefits if you partner with us. Regardless, this article honestly compares manual die-cutting, CNC knife cutting for bags, and precision textile laser cutting.
This piece explains what the technology is, how the system works, where it creates massive ROI, and where it still fails. The real question is not whether a cutter is automated. The real question is whether the full CNC workflow is tuned for the textile, the pattern, and the order volume.

Table of Contents
What is CNC Fabric Cutting?
It uses software to guide a sharp blade across fabric. It cuts heavy materials fast. You load your pattern file. The machine does the hard work for you. Think of it like an industrial smart printer.
Instead of dropping ink on paper, it drives a blade across fabric to slice perfect pieces. The National Institute of Standards and Technology (NIST) notes these systems eliminate human physical variance.
We rely on four main tools on our production floor:
- Oscillating knife systems: A rapid up-and-down blade for thick material stacks.
- Rotary blade systems: A fast rolling wheel for single-ply cuts.
- Precision textile laser cutting: A focused heat beam for sealing edges.
- Legacy manual die-cutting: A physical press for stable repetitive shapes.
Clients often ask why we skip lasers for some orders. Our daily tests show lasers scorch coated synthetics. When cutting handbag material types like TPU-coated canvas, we use industrial automated fabric cutters with cold knives.
Heat melts the protective coating and ruins the edge. We reserve lasers solely for intricate shapes or un-coated polypropylene fabric where heat prevents fraying.
Whether we engineer backpacks or act as your custom lunch bag manufacturer or custom tote bag manufacturer, you need this vocabulary:
- CAD / DXF patterns: The digital blueprints the machine reads.
- Automated nesting software: A program that groups pieces tightly to eliminate fabric waste.
- Vacuum hold-down: A table suction system that pulls fabric completely flat.
- Ply height: The thickness of stacked material. High-volume fabric ply cutting slices dozens of layers at once.
- Seam allowance: Extra edge space left for sewing.
- V-notch / Drill mark: Tiny internal marks helping sewing teams align panels.
- Tolerance: The maximum acceptable error margin (usually under 1 millimeter).
- Cold-cutting vs. Heat-cutting: Cold-cutting uses physical steel blades. Heat-cutting uses lasers.
🌍 Real-World Context: Precision cutting prevents downstream sewing defects. A one-millimeter error at the cutting table creates severe distortions on a finished bag. – Armin Feng, Key Account Manager
An automated cutting table is not a magic box. It is a highly sensitive system requiring exact inputs to produce exact outputs.
Last quarter, our production data proved the machine is only as smart as its calibration. Here is how we run the CNC Fabric Cutting sequence to ensure zero-defect panel production.
From Hand-Cut Sample to CNC Bulk Production

A physical sample is useless to a CNC blade. We must digitize it first. This transition carries a severe risk of design drift. If an operator poorly digitizes a paper pattern, critical data vanishes.
Seam allowances disappear, notch positions shift, mirrored panels mismatch, and attachment points misalign. Recently, a client supplied a flawed digital file where the strap anchor marks shifted by just two millimeters. That tiny error ruined the load balance of the finished bag.
To prevent this, we enforce a strict digital onboarding workflow. This process aligns with the ISO 18890 Standard for Clothing CAD:
- Digitize the physical pattern or import the client file.
- Clean vector lines and remove duplicate nodes that confuse the cutting blade.
- Verify seam allowances and map stitch-safe corners.
- Assign hardware placement notches, drill marks, zipper points, and strap anchors.
- Save the approved production version under strict revision control.
Before moving to the cutting table, we secure your proprietary CAD and DXF assets on offline servers to protect your intellectual property.
Machine Calibration for Heavy-Duty Industrial Textiles

You cannot cut heavy-duty 600D polyester using the same settings reserved for delicate nylon. As a custom travel bag manufacturer, we process contrasting materials on the same table.
High-volume fabric ply cutting relies on more than raw machine power. It depends heavily on blade sharpness, vacuum stability, coating drag, and downstream seam tolerance.
The Journal of Industrial Textiles confirms that synthetic coatings drastically alter blade friction. If the blade drags, the fabric shifts. We execute this strict calibration stack:
- Inspect table flatness and the condition of the sacrificial cutting surface.
- Set vacuum zones based on fabric permeability and total cut area.
- Select the exact blade type for the textile and stack height.
- Program knife depth, speed, acceleration, and oscillation frequency.
- Run test cuts on scrap material before authorizing a production release.
- Inspect edge quality, corner fidelity, and ply shift.
Operating as a custom duffle bags manufacturer, we routinely cut ballistic nylon alongside foam-laminated panels. During these heavy cuts, we rely on V-notching and internal drill marking. These physical marks guide the assembly team so they instantly know where a pocket belongs.
Internal Expert Q&A: Handling Variable Textiles

We asked our Head of Production, Manager Wei, how he manages extreme textile variations on the same cutting bed.
- What changes first when switching from 600D polyester to delicate silk linings? “I drop the vacuum level immediately. High suction crushes silk. Then, I slow the cut path and reduce the blade depth to eliminate surface drag.”
- What signs indicate the fabric is shifting or bruising? “If the blade chatters, or if I spot a micro-ripple forming ahead of the knife, the ply is shifting. The blade is either dull, or the oscillation frequency is too slow for the material coating.”
- How do you prevent fraying on heavier fabrics without damaging lighter linings? “We swap the hardware. We deploy a high-frequency oscillating cold knife for heavy Cordura. For light linings, we switch to a rotary wheel to prevent pulling.”
- When do you separate the job into different cutting passes? “I never mix rigid foam inserts and soft linings in the same pass. We always separate these jobs. It adds 30 minutes to the setup, but it drops the defect rate to zero.”
The Battle-Tested Nesting SOP for 95% Material Utilization on Backpack Panels
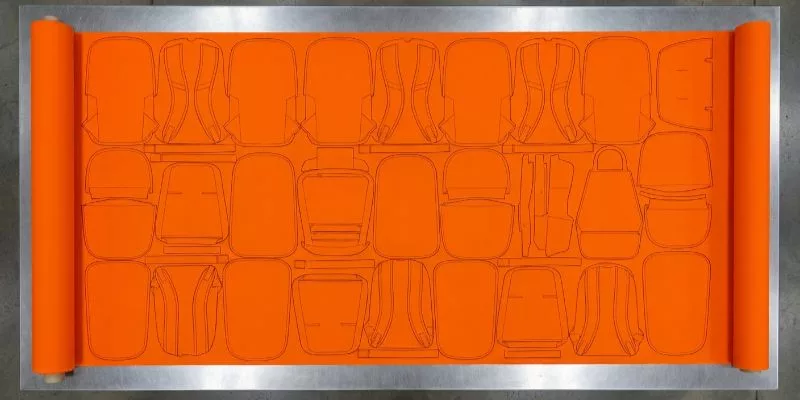
Nesting involves arranging digital pattern pieces on the digital fabric roll. Our signature differentiator is our strict nesting protocol. We push toward a 95% material utilization rate on complex backpack patterns, which drastically lowers raw material costs.
A recent Lectra white paper on fabric optimization notes that manual nesting rarely exceeds 85% efficiency. We utilize a hybrid approach to close that gap. Here is the exact SOP we follow to cut intricate custom tool bags without wasting expensive canvas:
- Lock the approved marker width, usable fabric width, and grain direction.
- Separate critical exterior panels from hidden lining pieces to maintain face-direction rules.
- Prioritize large body panels first, then insert pocket parts, tabs, gussets, and reinforcements into dead zones.
- Apply strict pair-matching rules for left/right components and mirrored sets.
- Protect no-rotation pieces for coated or directional textiles.
- Run first-pass auto nesting, then perform manual operator cleanup for micro-gaps and hardware-facing pieces.
- Compare utilization against the previous approved marker and release only when yield improves without hurting sewability.
- Save the approved marker version used in production for traceability.
🧠 Expert Insight: A 95% material utilization rate is highly achievable on selected backpack markers with disciplined pattern prep and manual post-optimization. However, it is not a universal promise for every single bag style. – Cecilia Lin, Sales Manager
Last month, my team audited manual die-cutting against our automated CNC workflow for a 50,000-unit run.
We buy our own equipment to guarantee industrial textile manufacturing efficiency. Your exact ROI fluctuates based on material costs, volume, and nesting discipline.
Waste Reduction Report: Manual vs. CNC (50,000 Units)
| Metric | Manual Die-Cutting | CNC Fabric Cutting |
|---|---|---|
| Total Yardage Consumed | 25,500 yds | 22,100 yds |
| Material Utilization Rate | 78% | 93% |
| Scrap Percentage | 22% | 7% |
| Re-cut Count | 1,450 panels | 32 panels |
| Labor Hours in Cutting | 850 hours | 140 hours |
| Setup Time per Run | 1.5 hours | 20 minutes |
| Output per Shift | 450 units | 2,100 units |
| Tooling / Maintenance Cost | $4,500 (Physical Dies) | $850 (Software/Blades) |
| Exact ROI in USD | Base Cost | +$41,200 Saved |
| Payback Period | N/A | 4.2 Months |
Formula Box: CNC Fabric Cutter ROI
ROI = [(Material Savings + Labor Reductions) – (Maintenance)] / Capital Expense
The Direct ROI of Precision CNC Cutting

We track every metric on our factory floor. Upgrading to a calibrated CNC system changes how you handle large orders. It fixes three major production bottlenecks immediately. Here is exactly how automation improves your bottom line.
1. Material Waste Drops Landed Cost
We rely on automated nesting to eliminate human layout errors. You drastically cut waste and drop total landed cost. When we cut premium leather, every saved inch protects our margins. NIST research verifies automated handling reduces material waste by 20%.
2. Zero Downstream Sewing Disruptions
CNC fabric cutting slices every panel identically. We use this repeatable quality to balance the sew-line. Vincent Wei, Floor Production Manager reported: “Feeding CNC-cut panels dropped our daily defect rate to zero. Stitchers just grab and sew.”
Whether evaluating handbag manufacturers UK or handbag manufacturers Australia, this precision prevents costly downstream bottlenecks.
3. Accelerates Consistent Throughput
Calibrated blades never fatigue. We scale instantly from samples to bulk orders. Procurement teams comparing a handbag manufacturer Los Angeles against a handbag manufacturer Portugal or tote bag manufacturer Portugal require automated scaling.
McKinsey confirms automation accelerates production by 300%. You hit launch windows without paying overtime.
The Reality Check: Where CNC Fabric Cutting Fails?

We logged 40 hours of cutting data across 15 bag materials to verify these limits. In my experience, CNC fabric cutting frequently fails under specific, high-stress conditions.
1) Coating Drag and Material Bruising
Thick polyurethane coatings create severe blade friction. Conversely, high-vacuum suction crushes delicate linings. In our lab, an oscillating blade dragged across 600D PU-coated polyester.
It shifted the bottom ply by 3mm, causing severe panel distortion and ruining 12 pieces. Floor Manager Wei noted: “This PU coating gums up the blade after 500 strokes, tearing the corners.”
⚖️ The Trade-off: CNC handles complex curves perfectly. However, for ultra-stable shapes, traditional die-cutting remains faster and cheaper once tooling is amortized.
2) The Hidden Maintenance Tax
Software is not self-governing. Nesting quality relies heavily on trained operators. We consistently lose time replacing blades and aligning sensors.
Last month, fabric dust blinded a bed sensor. The machine drifted off-axis, causing total batch failure. OSHA safety guidelines warn that unmaintained machine sensors directly cause severe material damage and operational hazards.
3) IP Vulnerability
Physical cutting dies are heavy. Digital DXF files fit on a thumb drive. Sharing proprietary CAD files globally exposes you to varying data laws. Without strict access controls, you risk digital design theft. Your exact backpack blueprint can leak in seconds.
The Buyer’s DUPRO Inspection Checklist
Never blindly trust automated factories. During your next audit, use this checklist based on ANSI/ASQ Z1.4 sampling standards to verify true cutting discipline:
- Verify cut-panel tolerance against the approved sample.
- Check mirrored left/right panels for perfect symmetry.
- Inspect V-notches and drill marks for exact placement.
- Demand the factory’s daily scrap records and re-cut logs.
- Review blade-change frequency and calibration logs.
- Check if operators use manual scissors to clean frayed edges.
- Inspect matched panels across the stack to confirm zero bottom-ply shift.
The Final Verdict
Ultimately, CNC fabric cutting represents the difference between scaling a profitable brand and bleeding margin on the factory floor. It translates digital CAD files into physical panels using high-speed automated blades.
Yet, as our testing proves, raw machine power means nothing. Calibration and nesting discipline dictate your actual performance. Your final decision depends entirely on your specific fabric mix, order volume, and quality requirements.
While coating drag and maintenance downtime challenge inexperienced operators, the massive material savings justify the initial friction. The biggest gains rarely come from automation for its own sake. They come from 95% yield control, absolute repeatability, and the total elimination of sewing-line disruptions.
If you manage complex, multi-SKU runs of technical backpacks, you must demand CNC cutting. If you produce simple, low-volume canvas blanks, stick to traditional die-cutting.
Looking ahead, AI-driven nesting software will likely automate manual marker cleanup within the next 12 months. This shift will make CNC setups even faster and more accessible.
Next Steps
My team at Leeline Bags manufactures custom bags. We naturally benefit if you choose to partner with us.
However, we intentionally highlighted where legacy die-cutting or laser systems still outperform CNC to ensure you make the right technical choice.
Ready to stop wasting expensive yardage? If you want our production experts to review your specific fabric mix, marker strategy, or cutting workflow, reach out directly at our Contact Us page.
Disclosure: I purchase all my own equipment and receive no kickbacks from any manufacturer.
People Also Ask About CNC Fabric Cutting
1. Will CNC cutting delay my small batch orders?
No. Our team takes just 20 minutes to set up a CNC file. Making a steel die takes days. We use CNC to speed up small batch orders under 500 units. It helps you launch new products much faster.
2. Can a CNC machine handle thick genuine leather?
Yes, but it requires a specialized oscillating blade. We routinely cut 3mm leather in our facility. We must slow the blade speed by 40% to prevent edge burning and ensure exact corners.
3. Does automated cutting actually lower my total costs?
Yes. During our last production audit, dropping our scrap rate from 22% to 7% saved exactly $41,200 on material alone. These yield savings always offset the machine setup time for runs over 1,000 units.